銼刀
銼刀是一種用於從工件上去除微量材料的工具。在木工、金屬加工和其他類似的貿易和愛好工作中很常見。銼刀大多數是手工工具,由矩形,正方形,三角形或圓形橫截面的表面硬化鋼筋製成,其中一個或多個表面用尖銳的、大致平行的齒做切割。[1]
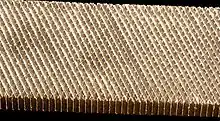
粗銼刀是一種獨特的銼刀形式,獨特的齒用於粗糙地去除大量材料。[2]
銼刀也被使用研磨表面製作(例如天然或人造金剛石顆粒或碳化矽),可以去除會消蝕或抵抗金屬的材料,像是陶瓷。
历史由来
早期的銼刀,是來自於使用石材切割工具(例如手斧)的切割和使用天然磨料的研磨的雙重靈感 。[3]
與此相關,研磨也是相當古老的,木材和沙灘的沙子提供了一組天然的研磨組合。Disston的作者指出:“為了磨擦或銼磨,古代人使用沙子、砂礫、珊瑚、骨頭、魚皮和有砂礫的木頭,以及不同硬度的石頭,加上沙子和水。”[4]
青铜时代和铁器时代有著數種不同的銼刀。考古学家最早在埃及发现以青铜制造之锉刀,大约铸造于公元前1200至前1000年间。后来,在亚叙尼亚(今叙利亚)也发现公元前700年左右以铁铸造的粗锉刀。
在中世紀期間,銼刀已經相當先進,這要歸功於鐵匠們的智慧。[5]到了十一世紀,已經存在一些即使在今天看來也是相當現代化的硬化銼刀。[5] 但是即使它們存在,甚至能透過貿易廣泛的傳播,但它們在文化意義上並不普遍,換句話說大多數人甚至許多鐵匠都沒有這些銼刀。例如十三世紀,巴黎的裝飾鐵工作是藉助銼刀巧妙地完成的,但這個過程是個只有一位大師工匠才知道的秘密。[5]
Disston的作者說:“然而,直到十四世紀,那些熟練鐵藝的人才開始經常使用除了加熱以及錘打之外的其他工具。”[5]這種說法可能會產生誤導,因為人類史上,特別是鐵匠,研磨(使用砂岩、木頭、沙子和水)從來不是罕見的活動。其重點是現代複雜銼刀中所蘊含的技術(齒、硬化、材料工藝)需要時間才能普及。
到了中世紀後期,這個過程有了大量進展。 Disston的作者提到紐倫堡,謝菲爾德和雷姆沙伊德(他們使用“Reimscheid”拼寫)作為銼刀的製作中心以及一般的工具。
19世紀中葉的机械加工很大程度上依賴銼刀,因為磨削當時的發展還不成熟。到了20世紀初,制造业經常需要將零件研磨到精確的形狀和尺寸。在當今的製造環境中,磨削和銑削通常會取代這類型的工作,而銼削(filing)通常僅用於去除毛刺。精確的銼磨技術仍然會在製作工具和鑄模時使用,但即使在這些領域,目標通常是盡可能避免手工作業。
分类
分為鐵工銼刀、什錦銼刀、氣動銼刀、鑚石銼刀、精密銼刀、硬鉻銼刀、特殊銼刀等
用途
適合局部材料之修整,如不鏽鋼裁切之毛邊修除,木材局部形狀之裁型加工,及裝配眼鏡研磨鏡片時之模板修型等。
類型
銼刀有各種各樣的材料、尺寸、形狀、切口和牙齒配置。銼刀的橫截面可以是平坦的、圓形的、半圓形的、三角形的、正方形的,刀刃或更專門化的形狀 鋼製銼刀由高碳鋼或表面硬化製成。[6][7][8][9][10]
銼刀命名沒有統一的國際標準;然而,對於某些類型的銼刀,有許多通用的名稱。如果銼刀的邊和寬在整個長度上都是平行的,則銼刀是“blunt”。[2]如果工件的尺寸有所減小,那就是錐形。銼刀可能會在寬度,厚度或兩者上逐漸變細。[2] A "tang" is a protrusion at the heel,錐形的,平行的側面的或圓錐形的,用於夾緊,插入手柄中。[2]
一些常見的形狀和用途:
| 名稱 | 圖片 | 描述 |
|---|---|---|
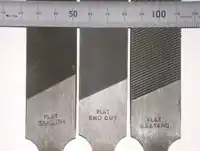
| 單面銼刀 | 最常見的形狀是單截面,矩形的橫截面,在整個長度上具有均勻的厚度,它們可以是平行的,也可以是寬度稍微從後跟到末端的錐形。[8] | |
| 平面銼刀 | 類似平面銼刀,但可能是雙切齒銼刀。 | |
| 三角型銼刀 | 寬度平行,厚度錐形。 | |
| 方型銼刀 | 逐漸變細,四面切割。 | |
| 三角型銼刀 | 橫截面上的三角形,可能逐漸變小,往往在較小的文件上。兩邊的截面可能相等,或者有兩個長而短的表面。 | |
| 圓型銼刀 | 橫截面呈圓形,逐漸變細。它們用於擴大圓孔或切割扇形邊緣。 | |
| 半圓型銼刀 | 有一個平面和一個凸面,要么稍微變細,要么在其長度上保持均勻的厚度,寬度,或者兩者都保持均勻。 | |
| 鑽石銼刀 | 無血紋的,平坦的或半圓形的,具有兩到四個切割表面,通常包括單個切割,雙重切割或銼刀的組合 |
钻石锉刀

適用於精密加工,ABS模具,金屬刀刃及陶瓷等研磨,表面有嵌入小顆粒工業用鑽石,利用鑽石以這種方式使銼刀更有效利用,危害工作物極其困難。以這種方式使用鑽石使得該銼刀能夠有效地用於非常堅硬的材料,例如石頭,玻璃或非常堅硬的金屬(例如淬硬鋼或硬質合金),標準鋼銼無效。鑽石锉刀也是唯一可以用來往復運動而不損壞锉刀的類型。
针孔锉刀

左圖顯示了各種截面形狀的針孔锉刀選擇。針孔锉刀是小型锉刀,用於表面光潔度優先於金屬去除率的應用,但最適合於較小的工件。它們通常以套裝出售,包括不同的形狀。
異形銼刀

異形銼刀是各種截面形狀和輪廓的中小型銼刀。變化的外形和形狀使它們能夠被用於難以到達的區域,或異常形狀的區域。它們經常被用作模腔製造中的中間步驟,其中腔模的表面光潔度可能需要改進,例如, 在塑料注塑或壓鑄中。
使用
銼刀具有前向切割齒,當被推到工件上時切割效果最好。採用各種銑削來穩定切割動作並得出不同的結果。[2]直接向後拉工件會導致牙齒變鈍。Draw filing是指抓住兩端銼刀,並用均勻的壓力交替地在工件上垂直推拉。[2] 變化包括將銼刀側面放置在工件上,並小心地將其推過或拉過工件。這樣就可以將側面的牙齒咬住而不是頭部,而且會產生非常好的剃須動作。也有不同的筆劃產生直線筆劃和繪畫筆劃的組合,以這種方式可以獲得非常好的作品。使用筆劃和逐漸精細的文件的組合,熟練的操作員可以獲得完美的平面和接近鏡面的表面。
参考文献
| 维基共享资源中相关的多媒体资源:銼刀 |
引用
- Lye 1993,第12–13页.
- Facts about Files
- Henry Disston & Sons, Inc 1920, pp. 5–15.
- Henry Disston & Sons, Inc 1920, p. 5.
- Henry Disston & Sons, Inc 1920, pp. 16–17.
- W., Goddard. . Krause. 2000: 30–31. ISBN 978-0-87341-798-3.
- R.L., Timings. 3rd. Elsevier. 2005: 560. ISBN 978-0-7506-6508-7.
- Henry Disston & Sons, Inc 1920, p. 43.
- A.G., Atkins. . Butterworth-Heinemann. 2008: 187. ISBN 978-0-7506-8531-3. Note that the reference actually states that they are hardened to 40 HRC, but the HRC scale is commonly incorrectly used on case hardened surfaces, so the value has been converted to the correct superficial Rockwell scale.
- Martin, Thomas. . London. 1813: 341.
- Lye 1993,第13页.
