日本刀
日本刀,又稱武士刀、東洋劍[1][2],依据形状、尺寸分为太刀、打刀(刀)、脇差(脇指)、小太刀、短刀等。广义上还包括長卷、薙刀、剑、槍等。在日本製刀人被称作“刀匠”或“刀鍛冶”。
_katana_met_museum.jpg.webp) | |
| 日語寫法 | |
|---|---|
| 日語原文 | |
| 假名 | |
| 平文式罗马字 | |
另外日本對於刀劍不做區別,不論彎型直型均可稱作刀或劍,與中國的分類大不相同。
歷史
日本刀最早有起源於日本本土的蕨手刀(彎形),亦有仿自中國古代的環首刀(直形),從平安時代末期開始刀具形制便逐漸改變,後來均改為彎形刀,鎌倉中期因為元日戰爭,日本刀為了戰備大量制作,偶有佳作產生,便成為後世所稱的名刀,同时制刀技術也開始進步。
日本刀的製作以大和國,備前國,山城國,相模國,美濃國五地為核心,此五地名匠與良刀輩出。
上古时期
古坟時代中期(200年-771年)已經出現鐵製刀劍,當時原料以煉鐵為主。從稻荷山古坟出土的“金錯銘鐵劍”製作於公元471年,是為了紀念犭隻加多支鹵的功績而作,刀上刻有115個漢字,這個時代的刀劍多已銹蝕。
平安時代末期之前的刀劍被歸類為上古刀,刀形有別於現在常見的日本刀,或為直刃,或帶雙鋒。
太刀时代


平安时代后期,尤其是武士势力最活跃的“前九年之役”和“后三年之役”时期,武士门第势力增大,由此日本刀有了大发展。如出产优质铁矿砂的伯耆国和备前国,还有作为政治文化中心的山城国,大和国等地,出现了不同流派的刀工,这个时候的日本刀主要被用于马上决战,所以多为太刀。这一时期的代表作品有源赖光在大江山斩了“酒吞童子”的“童子切”(伯耆国的安綱製,日本国宝),和传说让狐狸帮忙打造过的“小狐丸”(山城国的三条宗近製,二战时被毁)。除了安綱以外,山城(今京都)的三条小冶宗近,古备前友成等,被认为是现存刻有製作者名字作品的最古的刀工。
平安時代太刀特征为:鎬造,庵棟(,Iorimune),小切先,京反,前窄后宽,刀形優美。
鎌倉時代初期日本刀与平安時代末期相似,鎌倉幕府的武家政治体制的確立,使刀剑界十分活跃。後鳥羽上皇甚至设置了御番鍛冶,月月召刀工鍛刀,积极的鼓励製刀。
鎌倉時代中期,由于重视使用性的結果,刀幅宽,整体宽窄变化小。刀鋒为猪首切先,品质实在刀风剛健。此时短刀製作开始繁荣。
鎌倉時代末期,两次元军入侵以及原有政治体制的崩溃带来的社会大动乱,使得製刀业繁荣。这个時期的日本刀比鎌倉中期风格更加豪放。继承和发扬了刀幅广,刀体宽窄变化小的特点,切先也更长了。短刀,刀,太刀都同样的出现比其他时期更长的特点。
南北朝時代,大量出现了和以往不同的称为大太刀,野太刀的大型刀。
室町以后
室町時代中期以后,日本刀由刀刃向下佩带的太刀转为刀刃向上佩戴的打刀。由于,转入了和平时期,日本国内刀剑需求量降低,日本刀开始作为贸易品大量生产,因此日本刀的品质开始下降。由应仁之乱再度引发的战乱,刀剑的需求量又再度膨胀,为适应需求出现了大量的粗製滥造品,使得日本刀的品质更加下降了。所謂的名物幾乎不包括此時典型刀型-打刀,恐怕不是一句大量粗製濫造可以帶過。
到了江户时代,江户(今东京),大坂(今大阪)各地锻造业繁荣,各地名刀工涌现。随着太平盛世的持续,日本刀开始盲目追求华美的刃文,渐渐离实用性的本质脱离。另外,这个時代开始鐔、小柄、目貫、笄等刀具装飾开始发达。
幕末期的骚乱开始后,以水心子正秀等为中心的主张古刀鍛鍊法復元派,再度将实战性强的日本刀製作法发扬。此后的刀被称为新新刀(新々刀)。正当製刀开始再度繁榮之时,明治維新展开了,1873年开始禁止武鬥,1876年禁止警察、军人以外的人带刀的废刀令出台,日本刀急速衰退。現代則作为一项传统工艺,古式製刀法仍在各地流行。
日本刀製法
日本刀在製法上集合了相當高的技術,而且從煉鋼、打刀、到拋光磨刀是不同師傅製作。共分如下几个步骤:
炼钢
| 玉鋼成分表(二战时期): | |
| 铁 | 98.12% - 95.22% |
| 碳 | 3.00% - 0.10% |
| 铜 | 1.54% |
| 锰 | 0.11% |
| 钨 | 0.05% |
| 钼 | 0.04% |
| 钛 | 0.02% |
| 硅 | 不定 |
| 其他 | 微量 |
日本刀的材料鋼,被称作和鋼(,Wakou)或玉鋼(,Tamahagane)。玉鋼以日本传统土法炼成。这是一种低温炼钢法,炉温不超过1000℃。此法看似原始,但相比近代的高温炼钢法,能炼出品质纯良的好钢。不过,高溫炼出的鋼材較軟,易打造成形,而低溫炼出的鋼材較硬,較難打造,可以说製作日本刀是人力密集型的工事,是以血汗換取的品质。根据不同地区,不同的流派,所用钢材成分多少会有差异,而炼钢師傅只會從炼出來的鋼裡,用目視挑選出來他覺得品質最好的鋼送去打造成日本刀。大体上玉鋼所含成分如表所示。
水减
送到刀(工)匠的玉鋼並非一塊完整的鋼;而是零散不全;分散好幾塊。刀匠師傅必須把這些零散的玉鋼重組成一整塊可以打造成武士刀的鋼塊,這個過程即淬火工艺,淬火即所謂的熱處理,日本称为水减(,Mizuheshi)。从現代材質學的角度來看,這個步驟算是刀匠控制鋼材含碳量的手法。
首先為了不讓玉鋼接觸空氣氧化;要先把鋼材用黏土包覆起來;接著刀工會将加熱后的和鋼錘打成扁平的厚度為約5mm的薄片。為了控制鋼材的含碳量,加熱次數有嚴格限制;而且和鋼的硬度在其續漸冷卻時會有所改變。只有有經驗的刀工才能準確把握施錘力度的變化,在限定的加熱次數下將玉鋼打炼成厚薄均一的薄片。
鋼片成形後,刀工會用水將其急速冷卻。可使钢多余的含碳部分剥离。使刀身具有良好彈性,刀口堅硬不易缺口。刀匠要對鋼片的溫度和用水的分量有極準確的把握,才能夠得到含碳量合適的材料。
锻炼
锻炼(Tanren),刀工将烧红的钢块捶打锻造,钢块捶打开后再折叠起来捶打,如此反复,追打到第10次,就会有1024層的鋼材,通过这一步骤,可将钢中硫等杂质和多余的碳素等清除,以增钢材彈性與韌性。这就好比揉麵一般,捶打的层数越多,鋼材中的碳和各種成分就會更加均一,鐵晶體也會更細緻,最终锻造出来的钢材品质均一、达数千层,十分强韧。
钢材搭配
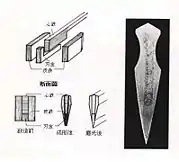  |
| 日本刀斷面圖 |
日本刀的造形不論刀尖或整個刀身是以「圓」為基礎造型,刀身之所以為弧形主要是鋼材的搭配以及淬火所造成的。首先,刀工以碳素含量多而硬的刃金(,Hagane)、皮鉄(,Kawagane),将碳素含量少而质软的心鉄(,Shingane)包裹起来,日语称做造込(,Tsukurikomi),这样的双重構造是日本刀的一大特点。外側的刃金和皮鉄使得刀锋利而且有适当的硬度不至于弯折。此后的烧入阶段以碳素量和焼入的冷却速度控制刀尖和其他的部分的体积膨胀量的差,从而使刀尖产生强烈的压缩应力,使得刀更不易破损,并且形成弯刀的弧度。
素延
将刀的形状捶打延长成长条形,叫做素延(,sunobe),在这个阶段基本出现刀的雏形。这一步完成后,刀工会将最前端部分切掉,来製作刀尖。
烧入
“淬火”最後一道火鍛工序。刀工先用粘土、木炭粉和磨刀石的粉末調製出燒刃土(,Yakibatsuchi),再將成形的刀身用燒刃土包封。刃的用土較薄,鎬地和棟的用土較厚。基本上,燒刃土的分佈可以由完成品的刃文看出一些头绪。不同的流派燒刃土的成分和調製方法亦有不同。封好的刀身會被放到 750℃ - 760℃的爐火之中(當達到溫度時,刀身會呈現像朝日般的火紅)。刀工凭经验由火炎的顏色判断爐内溫度,若溫度超过800℃以上,就会影響刀的強度(刀身會裂開)。經過特定的加熱時間,刀匠就會刀再放到水中急速冷卻,进行另一道淬火工序。通过此步骤刀变得更硬更锋利,刀身會自然产生弧度,刀的表面生成一层非常坚固的“馬登斯晶體”或稱“麻田散體” (Martensite)。所谓馬登斯晶體(麻田散體)簡言之,即是高溫晶體結構因為急冷的緣故,使得碳原子被鎖緊在晶粒中而產生“亞穩”(Metastable)的狀態,所以晶體之間存在很大的內在張力,造成堅硬的效果 。而经过此步骤在刀刃与刀面的边界处产生出如同洒上银沙般的颗粒状纹样,日语称做沸(,Nie)。整体來看,这些细小的白点形成白雾一般的线条,称作匂(,Nioi),是鉴赏一把日本刀品质的重要依据。
由于这一步骤,技术要求非常高,稍有闪失,可能造成刀身崩裂,将对整把刀构成致命的损伤。另外即使勉强成形,也可能无法产生美丽的纹样。为了减少失误,現在刀工多用油来进行烧入的步骤。
收尾
此时刀已基本成型,需要开始转入更细致的深加工。
鍛冶押
调整完成焼入的刀的弯曲度、刀工进行粗略的削製。此时检查修整细小的瑕疵、刀体形状等进入最终调整阶段。
茎
为安装刀把而留出的部分,日语称为茎(,Nakago),也可以写成中心,中子。刀工调整茎的形状、开一个镶嵌刀柄时使用的目釘穴(,Mekugiana)。并且刻上鑢目(,Yasurime)。这个部分容易生锈,根据锈迹可大致判定刀的年代。
銘切
一般刀工在最后将自己的名字、住所、製作年月銘刻在茎上。严格讲,銘是被利器切在或鏨在茎上的。一般的,在表面铭刀工名和住所(佩刀时向外一侧为表)、内侧铭製作年月和持刀者名,但是例外也很多见。
以上步骤完成后,刀工的工作到一段落,研磨、造鞘、裝飾、卷柄等工序另有專人負責,不属于刀工的工作範圍。
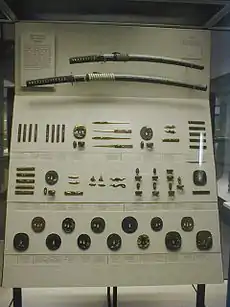
其他配件
刀裝配件包括鞘、小柄、笄、緣、頭、目貫、鐔等。
其中以鐔(,Tsuba)為主要配件,鐔相當于一般的劍格或護手,其作用是:
- 出刀與收刀的開關。
- 格鬥時保護手掌與手腕。
- 顯示社會地位尊榮,高貴的象徵。
安土桃山時代以前著重實用性,即前两項,以後則著重裝飾性,即第三項。
日本刀的分类
按时代划分
按形状分类

- 太刀(,Tachi),刀刃長度在60公分以上,刀身彎度亦較高。太刀沒有硬性規定的佩帶方式,不過,為了方便騎兵抽刀砍殺地面上的敵人,太刀一般會以邊鋒朝下的方式佩帶,並吊在腰帶以下。日本刀都分正反面,太刀的正面是右面。铭的位置是关键,若切先上指,將刃視作刀劍的前方,太刀的銘就在刀身的右面。
- 毛抜形太刀:茎兼柄(,Tsuka)之功用的太刀,存在于由直刀到弯刀的過渡期。
- 小烏丸形太刀:从刃区到物打属鎬造,锋为双刃。稍有弧度,是直刀到弯刀的過渡期的一种刀。
- 刀(,Katana)又称打刀(,Uchikatana),一般較太刀為短,刀身彎度亦較低。為求達到最快的拔刀速度,傳統上刀會以邊鋒朝上的方式佩帶,刀鞘插在腰帶裡。若切先上指,將刃視作刀劍的前方,銘就在刀身的左面。所以刀的正面也就是左面。按現代分類指刀刃長度(刃長:切先到棟区的直線距離)60公分至80公分的刀。
- 脇差(,Wakizashi)又称脇指,指刀刃长度30公分至60公分的刀。
- 短刀(,tantou)桅刀刃長度在30公分以下的刀。另外,30cm以上但是没有刀反的平造製法製成的刀,通称寸延也常被归为短刀。
日本刀细部分类
鍛造種類
| 造込的种类 | ||
| 鎬造(,Shinogidukuri) | 又稱本造(,Hondukuri),最常见的日本刀造型。被认为是由切刃造進化而来。 | 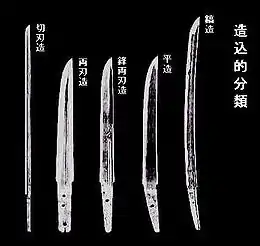 |
| 平造(,Hiradukuri) | 刀身有如平面一塊,沒有可見的鎬筋和橫手,短刀,小脇差常有的造型。无鎬。平造打刀在室町時代中期到末期之間也有极少数見。 | |
| 片鎬造(,Katashinokidukuri) | 單斜面開鋒,一面为鎬造、一面为平造。 | |
| 切刃造(,Kirihadukuri) | 鎬更朝向刀锋的方向的造型。上古刀中常見。 | |
| 鋒双刃造(,Sakkimorohadukuri) | 刀前端附近的部分,像剑一样为双刃。可以佔去半個刀身。 | |
| 菖蒲造(,Syoubudukuri) | 将鎬造的横手部分去除后的造形。形似菖蒲葉,由此得名。短刀中常見。 | |
| 冠落造(,Kanmuriotoshidukuri) | 刀身上半段的鎬地被削薄為菖蒲造的形態 連切先亦被削薄。 | |
| 鵜首造(,Unokubitsukuri) | 類似冠落造,不過切先保留原來的厚度。形似鵜细长的脖子、由此得名。 | |
| 両刃造(,Morohadukuri) | 双刃、刀鋒向上。室町時代中期以後以短刀常見。 | |
反的种类
日本刀呈现弧度的部分称反(,Sori),反在刀体的位置,随着时代的推移,有由刀后方向前推移的趋势。反的类型主要有以下几种。
- 腰反(,Koshizori)
刀反的中心位置位于鋒与棟区的中心略下方的位置。平安時代末期到鎌倉時代初期的太刀常见。
- 中反(,Nakazori)、華表反(,Toriizori)
刀反的中心位于鋒与棟区几乎中心的位置。鎌倉時代中期以后常見。
- 先反(,Sakizori)
 鑢目和茎
鑢目和茎
反的中心在鋒与棟区的中心偏上方的位置。室町時代以后打刀常见。
- 内反(,Uchiizori)
一般的日本刀都是向着棟的方向製造出弧度、此为相反在刃的方向弯曲。鎌倉時代的短刀常見。
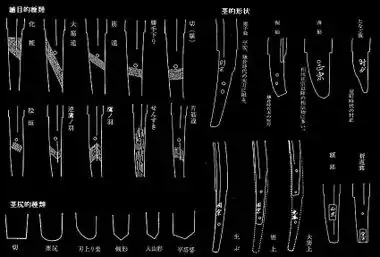
鑢目的种类
鑢目(,Yasurime)指的是刀工在茎上刻下的纹样,为的是增强摩擦而使刀柄不易脱落。按地方,时代,流派的不同鑢目也不同、是日本刀鑑定的一大根据。具体种类如下。
勝手下鑢, 化粧鑢, 鎬筋違鑢, 鷹之羽鑢, 筋違鑢, 大筋違化粧鑢, 檜垣鑢, 横切一文字鑢等。
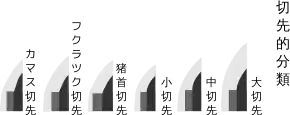
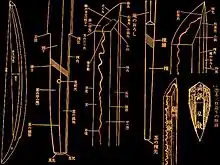
切先的种类
日语称为切先或锋(,Kissaki)也就是刀锋的意思。刀尖與刀身的分界線稱為橫手(,Yokote)。有別於世界各地的刀劍製法,日本刀的切先和刀身其他部分各有獨立的鍛鍊步驟,一絲不苟。不同的時代,又各種不同的切先設計。觀察切先的形狀,就可以對刀劍的生產年份作出初步的估計。具体有大切先,中切先,小切先,猪首切先等。

帽子的种类
帽子(,Boushi),又称鋩子,指的是刀最前端的“切先”部分的“刃文”,這個部分的大小形狀,以及燒製的刃紋等都能明顯表現出個個不同的刀工和不同時代的特徵,是非常重要的一個鑒別部位。
帽子的燒刃形狀裡有很多种类。刀工鍛造切先的時候,鋼材處於高溫狀態。焠火後 “鎬”的部分遇冷收縮,“刃”的晶體卻會彭脹 ,所以“帽子”會向“棟”的方向返縮。返縮的程度以「深淺」來形容,較深的形容為深(,Fukai),較淺的而帶有急異的收勢則形容為堅止(,Katakutomeru)。此外,較大的稱為大丸(,Oomaru),返縮弧度較少的則稱為小丸(,Komaru)。
帽子有以下各種名稱:
- 掃掛(,Hakikake), 形狀有如被掃帚擦過的痕跡。
- 乱込(,Midarekomi),帽子如乱刃。
- 燒詰(,Yakitsume),因為焠火縮脹而向後返縮。
- 地藏(,Jizou),頂端渾圓,形似地藏菩薩。
- 火焰(,Kaen),形如火焰。
- 尖(,Togari),頂端呈尖形。
刃文的种类
| 刃文一览表 | 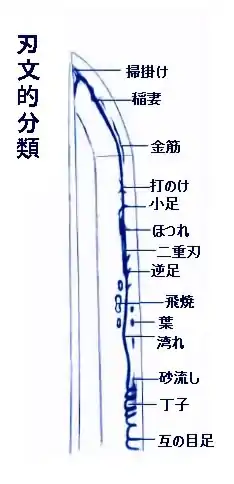 刃文的种类 | |
| 掃掛(,hakikake) | 像是用毛笔沿着烧刃扫过的痕跡。 | |
| 金筋,稲妻(,Kinnsuji;,Inazuma) | 含有大量馬登斯晶體的線狀紋,“沸”集中时有很高的反光度。若線狀紋多彎呈閃電形,則稱為稻妻。 | |
| (,Uchinoke) | 映出像三日月一般强光的短亂線。 | |
| 小足(,Koashi) | 烧刃的边界线延伸到刀刃的状态。 | |
| (Hotsure) | 烧刃的线绽开,成为多重的状态。 | |
| 二重刃(,Nijyuba) | 烧刃的线是两重的形状。也有三重刃的状况。 | |
| 逆足(,Sakaashi) | 小足向上方延伸的状态。 | |
| 飛焼(,Tobiyaki) | 刃文偏开了刃的部分,跑到“地铁”上去的样子。如果在“栋”上的话则成为“栋烧”。 | |
| 葉(,You) | 在刀刃上明显的剧烈煅烧痕跡。 | |
| 湾れ(,Notare) | 烧刃线呈微曲状。 | |
| 砂流(,Sunagashi) | 因像水中流沙而得名。“沸”比较多,像是在烧刃中裂开来似的。 | |
| 丁子(,Tyouji) | 刃文的一种形状。因像丁香的种子而得名。 | |
| 互目足(,Gunomeashi) | 不同刃文相互重叠。 | |
文化
关于日本刀之称
古来日本称之为“刀”(,Katana),“日本刀”一称最早来自外国对其称法。
欧阳修曾写下了一首名为《日本刀歌》的诗
- 昆夷道遠不復通,世傳切玉誰能窮。
- 寶刀近出日本國,越賈得之滄海東。
- 魚皮裝貼香木鞘,黃白閒雜鍮與銅。
- 百金傳入好事手,佩服可以禳妖凶。
- 傳聞其國居大島,土壤沃饒風俗好。
- 其先徐福詐秦民,採藥淹留丱童老。
- 百工五種與之居,至今器玩皆精巧。
- 前朝貢獻屢往來,士人往往工詞藻。
- 徐福行時書未焚,逸書百篇今尚存。
- 令嚴不許傳中國,舉世無人識古文。
- 先王大典藏夷貊,蒼波浩蕩無通津。
- 令人感激坐流涕,鏽澀短刀何足。
诗中,记录了关于日本刀的一些情况,当时的中国人已将之称为宝刀,并从美术角度描绘了日本刀的外形和样式。明清之時,稱日本刀為「倭刀」,成為持刀步兵的主武器之一(另一種是朴刀)。
妖刀村正

村正因为与德川家族的关系而闻名,德川家族數人死伤於村正刀下,家康以前的松平家两代当主都是死在了村正刀下,德川家康的祖父清康,父亲广忠两人皆被近臣暗杀,且都是用村正刀。而家康本人幼年也曾被村正刀伤了手指。1579年,德川家康嫡子信康,被织田信长赐死,又是死于一把名为“势州村正”的刀下。这些虽然都是巧合,但是在1600年关原之战中织田河内守长孝(織田長益子)的长枪又误伤了家康的手指,而且正是当年受伤的那一手指,更巧的是此长枪也是势州村正製。致使德川家康断定:“村正刀是专门作祟德川家的妖物”并下令毁弃所有村正刀。到了江户时期,虽然势州村正的刀工仍然在打製日本刀,但迫于幕府的压力,再也无人敢公然携带村正刀,以前铭村正的刀也多改铭。故现存村正的真品极为稀少。
村正被称为妖刀也和其所处历史时期有关,村正誕生于动荡的室町中期,对于日本刀的需求很大,导致产生了大量的劣质刀剑,但是村正仍坚持打製品质优秀的实战刀。事实上,德川家装备村正刀的人极多,而造成德川家的死伤都是家族内部的人,所以巧合其实也就不巧了。
到了江户时期社会和平,刀剑更由实用转为注重华丽的外表装饰,当时的剑相学以刀的锐利品格判断吉凶,太过锋利的实战刀,被称为“妖刀”、“邪剑”等不吉祥的名稱…所以到了江户后期,村正即妖刀的观念已深入人心了。
真正的村正是作为刀工的姓名最早出现在室町中期,而且作为刀铭使用了约一百年左右。显然可以看出村正并不是某一刀工的名字,这一点通过现存的村正刀外形和刀铭上也可以证实。据考证,至少有三代伊势的刀工使用村正铭。初代称左卫门尉,是伊势桑名人,现存最早的一把村正于1501年打製,刀上有“势州桑名住右卫门尉藤原村正”的长铭。
试刀

1815年,山田淺右衛門吉睦著成了刀劍學經典《懷寶劍尺》一書。提出刀劍應該以其切割力作评判标准。方理按照切割力分類為四個等級。最上大業物(,Saijyouoowazamono),即能夠切透九成至整體的人體厚度的刀剑,大業物(,Oowazamono)表示能夠切透七至八成的人體厚度,良業物(,Yokiwazamono)表示能夠切透五至六成的人體厚度 ,和業物(,Wazamono)表示能夠切透兩至四成的人體厚度。由此还出现了专业的試刀者,試刀者大致可以分為生試(,Ikidameshi)即切割活人,死人試(,Shinindameshi)即切割屍體, 和堅物試(,Katamonodameshi)即硬物切割三種。
除業物分類法外,还有人将屍體叠在一起測試刀劍能夠一次過砍斷多少層。能砍斷一層的稱為“一胴”,兩層的 稱為“二胴”,如此類推。結果都不會超過“三胴”。不過,据记载曾經出現過“四胴”甚至“七胴”的宝刀。经过试刀的日本刀通常会在刀茎上铭记如“某年某月于某处切断什么或断几胴”等内容,此举类似一种品质保证。
較為文明的試刀方法是堅物試,多以鎧甲、鍛鐵板、鹿角等堅硬的材料进行測試 。
佩刀
古代日本只有武士才能佩長刀,通常會把刀刃朝上,一般平民是無權使用的(但是可以配帶脇差)。
武士佩刀一长一短,长刀為太刀或是打刀,短者为脇差,两把刀使用上有分野,長刀是主武器,脇差是備用武器,是在長刀損壞時,才使用的,平常不會使用。按习惯武士出門之前,先會將脇差插在腰帶裡,然後用右手提著刀,走到门口的玄關處穿上鞋子以後,才再將刀插在腰帶裡。刀佩帶在左腰,是為了方便以右手拔刀。短刀除外,尤其是為配合盔甲的馬手指(,Metezashi)短刀。此外,武士以自己的刀为荣耀,碰撞武士的刀鞘,會被視為不禮貌。這也是為什麼日本人行走都是靠左边。而且刀佩帶左面,即使兩個武士在狹巷相遇,他們的刀鞘也不會互相碰觸。武士到人家中探訪,也会先在玄關把刀解開,然後用右手提著,再進入屋內。用左手提刀進入屋戶表示可以隨時用右手拔刀,是不信任的表現。除非有合理的原因(左撇子),否則也會被視為不禮貌。
在明治維新中,日本政府實行廢刀令,武士不能再公開攜帶刀劍,只有皇室成員、前各藩藩主(大名)、軍人和警察才能攜帶刀劍。在太平洋戰爭中,日軍大量使用軍刀,令日本刀再興。可是二戰敗後,盟軍大量沒收日本刀,令日本刀進入歷史。
擺設方式
- 太刀的擺設
太刀常放置在特定的安置架上,以刀尖向上,刀柄向下,邊鋒向內的方式擺設。
- 刀的擺設
刀與脇差(有時連同短刀)常被放在同一個安置架上。按长短顺序从上到下摆设,刀(打刀)置於上層,脇差或短刀置於下層。擺設方式以邊鋒朝上為常態做法,亦有邊鋒朝下擺放者,以便隨時左手持刀,右手拔刀。刀柄通常向左擺設,一方面左面是刀的正面,另一方面则表示無威脅性,若刀柄向右的話,即表示可以用右手拔刀,隨時出鞘傷人。
鉴赏礼仪
鑑賞刀劍時一定要顧及在場人士的安全,同时要儘量避免損伤刀劍。首先在安全的位置坐好。用兩手將刀劍托起,然後鞠躬敬禮,以表示對刀匠的敬意和對物品的尊重。然后,用左手緊握刀鞘,鞘底向前;右手持柄,逆刃反握也就是刀刃朝向右掌虎口的方向。保持刃向上,先輕輕拔出一小段刀身,確认刀身是否有卡緊在鞘內。刀身若果卡緊,一次過強行拔出會有可能令刀身失控飛出,危害自己和他人。
此后,以缓慢的速度一口气将刀身拔出至切先的部分。若中途有停顿,刀身的表面或者刀鞘的內部可能會被刮花。拔刀時,要避免刀身兩面和邊鋒與刀鞘內側的接觸,将刀背抵著鞘邊就可以防刮花刀身或鞘內。切先先支撐在鯉口(,Koiguchi),也就是刀鞘開口的部分,再慢慢將刀身移離刀鞘。刀拔出后,先將刀鞘放在一旁,再慢慢鑑賞刀劍。
鑑賞刀劍時,切先與刃絕對不可以朝向他人。若將刃視作刀劍的前方,鑑賞太刀應先從其右面開始,刀則從左面開始 ,这和铭的方向有关,即是先鑑賞刻有「銘」的一面。切忌接觸刀身的表面,令手上油脂弄脏刀身,破壞原有的防銹油層。鉴赏时慎言,以免唾沫沾上刀身,引起銹蝕。日本古時的武士身上常備有懷紙(,Kaishi),有的武士在鑑賞刀劍前先在口中咬一片懷紙,為的就是防止刀身沾上口沫。
如果要將出了鞘的刀劍交到另一人手上,先把刀身垂直,切先向上,刃朝向自己,才可以將刀柄交到別人的手裡。在未能確認別人能否緊握刀柄之前,千萬不能放手。
茎是鉴赏日本刀时重要的一个部分,但是若要鑑賞茎部,必须得到刀主人的同意。為安全計,可以先將刀身納回刀鞘,再拆下目釘和柄,进行鑑賞。
若要納刀回鞘,先用刀鞘的鯉口支撐著切先底部,同樣是为避免刀身兩面和刃鋒接觸刀鞘內側,再讓刀身慢慢滑回刀鞘內。



注釋
- 王鴻泰. . 漢學研究. 2012年, 第30卷 (第3期): p64.
- 衛克興. . 詩刊. 2005年, (第15期): p31.
